欢迎来到上海泉威教育培训学校官方网站!
| 文件类型:(.) |
|---|
| 文件大小:KB |
| 下载次数:0 |
| 整理时间:2018-07-19 |
公式:
G92 X(U)__ Z(W)__ R__ F__;
说明:X、Z:螺纹终点的绝对坐标值(U、W表示增量值)。
R:为锥螺纹大端和小端的半径差。
F:导程(单线螺纹的螺距等于导程)。
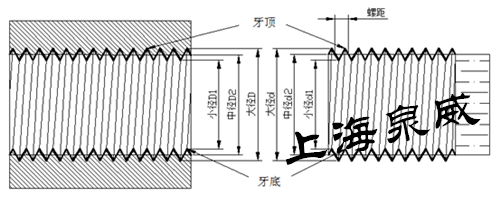
外螺纹:
外径(大径)=公称直径-0.13P-0.1
底经(小径)=公称直径-1.3P
内螺纹:
根径(大经)=公称直径
底孔(小径)=公称直径-1.0825P-(0.05~0.2)
加工中心螺纹指令及底孔计算:
G84(右旋) X_Y_Z_R_P_F_K/L_
X_Y_孔中心坐标
Z底孔坐标
R参考平面高度
P暂停时间(单位:毫秒)
F切削进给速度
K/L重复次数(相对坐标有效)
刚性攻丝加M29S_____
底孔钻头的选择 采用切削丝锥攻螺纹时,底孔钻头直径
当P≤1mm时
D孔≈M-P
当P>1mm,
攻钢、可锻铸铁、纯铜等塑性金属的内螺纹时
D孔≈M-P
攻铸铁、青铜、黄铜等脆性金属的内螺纹时
D孔≈M-(1.05~1.1)P
式中 D孔——底孔钻头直径
M——螺纹公称直径
P——螺距
数控车床培训课程链接:http://021ydc.com/index.php?controller=product&action=index&menuid=3&type2=91&type3=147
加工中心培训课程链接:http://021ydc.com/index.php?controller=product&action=index&menuid=3&type2=91&type3=165

通过提交加入课程
通过提交加入课程
通过提交加入课程

 沪公网安备31011302005304号
沪公网安备31011302005304号