欢迎来到上海泉威教育培训学校官方网站!
| 文件类型:(.) |
|---|
| 文件大小:KB |
| 下载次数:0 |
| 整理时间:2020-08-22 |
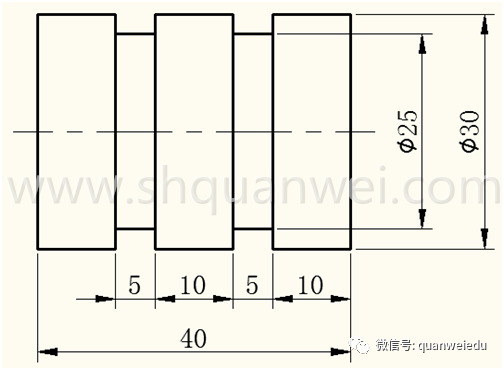
一、图纸
二、指令
G94 单一形状固定循环(端面)
G94 X(U)_ Z(W)_ F_;
X,Z 绝对值编程时,要到达的终点坐标值
U,W增量值编程时,要到达的终点坐标值
F表示进给速度 mm/r
三、刀具(4mm槽刀)

四、程序
G99
T0101M03 S600
G0 X32.Z2.
Z-14.
G94 X25.W0 F0.07
W-1.
G0 Z-29
G94 X25.W0 F0.07
W-1.
G0 X100.Z15.
M30
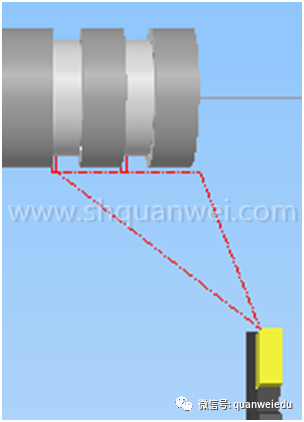
五、刀路轨迹及加工效果

六、备注
1、G94加工槽时,需要熟练掌握G94的刀路轨迹
2、每一个槽必须重新定位

通过提交加入课程
通过提交加入课程
通过提交加入课程

 沪公网安备31011302005304号
沪公网安备31011302005304号