欢迎来到上海泉威教育培训学校官方网站!
作者: 上海泉威技术部 来源: 上海泉威 日期: 2017-12-02 09:44:25
一、工件图样
已知毛胚为80mmX80mmX20mm,试编写数控加工程序。

二、工艺分析
零件的加工内容较多,主要分布在上下两个表面,包含了轮廓加工、型腔加工、槽加工和孔加工等。加工时,首先加工下工件下表面,加工顺序是轮廓→椭圆槽→R10倒角。(为方便二次加工椭圆铣穿)
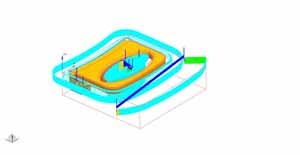
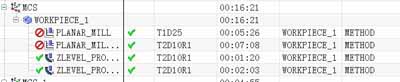
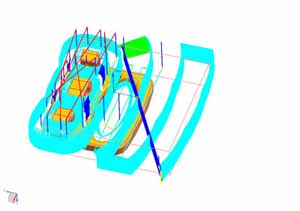
然后加工上表面,加工顺序是轮廓→R10倒角。(因为毛胚不标准,所以用铣好的椭圆中心对刀)
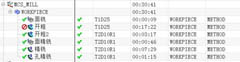
选择刀具
总结:
通过对这个零件的加工发现需要对多次装夹的零件需要考虑对刀点的位置,对于本工件我们可以把椭圆铣穿作为二次装夹后的对刀点。由此我们可以知道对与小批量零件的二次装夹的位置考虑对刀的位置,而对于大批量零件可以考虑工装夹具在夹具上设定一个固定的对刀点可以节省我们大批量的零件的加工时间。


 沪公网安备31011302005304号
沪公网安备31011302005304号
