欢迎来到上海泉威教育培训学校官方网站!
作者: 上海泉威 来源: 上海泉威 日期: 2020-01-05 12:51:35
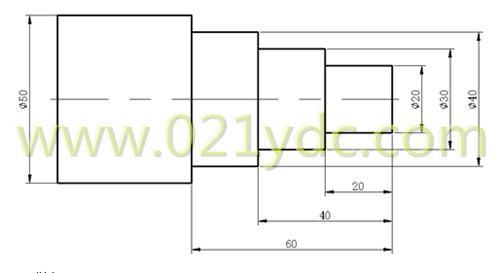
一、图纸(毛坯Ø50*100)
二、指令
G00 快速移动
G00 X(U)_ Z(W)_;
X,Z 绝对值编程时,要到达的终点坐标值
U,W增量值编程时,要到达的终点坐标值
G01 直线插补
G01 X(U)_ Z(W)_ F_;
X,Z 绝对值编程时,要到达的终点坐标值
U,W增量值编程时,要到达的终点坐标值
F表示进给速度 mm/r
三、加工思路
1、平端面:
第一次平端面不需要平太多,为了防止总长余量较短时,第三步无法加工,这一步只要能把端面平出来就可以了。
2、加工外轮廓
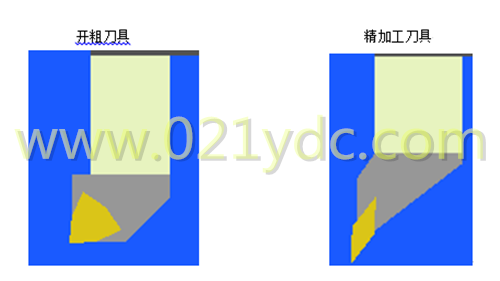
粗加工外轮廓,此步主要是快速的去除多余的毛坯,在机床动力及刀具允许的条件下,采用低转速,大的背吃刀量和进给量。留有合适的精加工余量,余量太多精加工刀具受力大,刀具及工件易变形,尺寸难以控制,太少精加工的时候有些材料表面质量不好保证,在一些长轴类零件,余量小容易震刀。
精加工外轮廓,此步主要是为了保证加工的精度和表面质量,采用高转速,小的背吃刀量和进给量。精加工刀路必需连续加工。
3、调头平端面
保证总长尺寸。批量生产时需要考虑定位,这个零件可以使用本身的台阶作为定位面,如果零件本身没有定位面,一般需要在轴孔里面放一个定位靠山,也可以把卡爪车出来一个台阶作为定位。
四、刀具
五、程序
1、右端(O0001)
G99
T0101
M03 S600
G0 X52. Z2.
Z0
G01 X-2. F0.1
Z2.
G0X45.
G01 Z-59.9 F0.2
X52.
G0 Z2.
X40.5
G01 Z-59.9 F0.2
X46.
G0 Z2.
X35.5
G01 Z-39.9 F0.2
X41.
G0 Z2.
X30.5
G01 Z-39.9 F0.2
X36.
G0 Z2.
X25.5
G01 Z-19.9 F0.2
X31.
G0 Z2.
X20.5
G01 Z-19.9 F0.2
X26.
G0 Z2.
X45.
G0 X100. Z100.
T0202
M03 S1200
G0 X52. Z2.
X20.
G01 X20. Z-20. F0.1
X30.
X30. Z-40.
X40.
X40. Z-60.
X52.
G0 X100. Z100.
M30
2、左端(O0002)
G99
T0101 M03 S600
G0 X52. Z2.
Z0
G01 X-2. F0.1
Z2.
G0 X52.
Z-1.
G01 X-2. F0.1
Z2.
G0 X52.
G0 X100. Z100.
M30
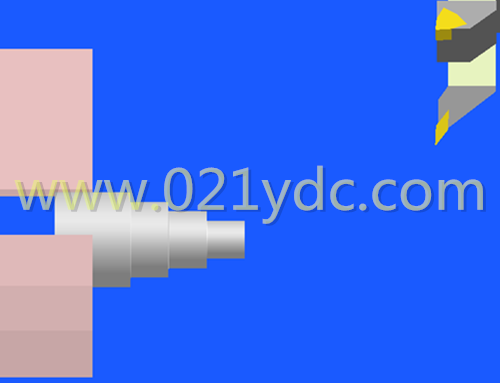
六、加工
七、备注
使用G00、G01加工这个零件虽然比较麻烦,但是这两个指令是最基础的指令,在一些特定的零件上使用循环不见得比G00、G01效率高,而且通过这个指令的应用可以增加我们对加工刀路的理解,不管加工什么类型的零件,首先我们要有一个清晰的刀路,然后通过指令把刀路表达出来,要做到对刀路了如指掌。
更多技术文章,欢迎关注我们的微信订阅号


 沪公网安备31011302005304号
沪公网安备31011302005304号
