欢迎来到上海泉威教育培训学校官方网站!
作者: 上海泉威 来源: 日期: 2020-07-05 17:17:07
1、什么是顺铣,逆铣?
铣刀与工件接触部分的旋转方向与工件进给方向相同称为顺铣,反之为逆铣。 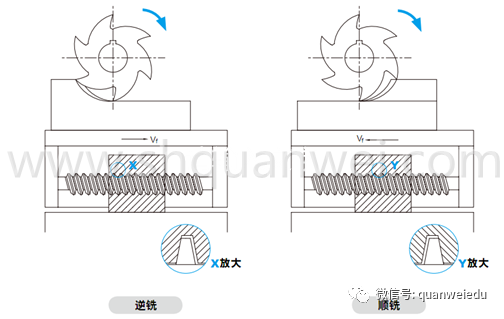
2、顺,逆铣的选用
铣床的螺母和丝杠间总会有或大或小的间隙,顺铣时假如工作台向右移动,丝杠和螺母在左侧贴紧,间隙留在右侧,而这时水平铣削分力也向右,因此当水平铣削分力大到一定程度时会推动工作台和丝杠一起向右窜动,把间隙留在左侧;随着丝杠继续转动,间隙又恢复到右侧,在这一瞬间工作台停止运动;
当水平铣削分力又大到一定程度时又会推动工作台和丝杠再次向右窜动。这种周期性的窜动使得工作台运动很不平稳,容易造成刀齿损坏。此外,在铣削铸、锻件时,刀齿首先接触黑皮,加剧刀具磨损;但顺铣的垂直铣削分力将工件压向工作台,刀齿与已加工面滑行、摩擦现象小,对减小刀齿磨损、减少加工硬化现象和减小表面粗糙度均有利。
因此,当工作台丝杠和螺母的间隙调整到小于0.03mm时或铣削薄而长的工件时宜采用顺铣。
逆铣时铣削垂直分力将工件上抬,刀齿与已加工面滑行使摩擦加大。但铣削水平分力有助于丝杠和螺母贴紧,使工作台运动比较平稳,铣削铸、锻件引起的刀齿磨损也较小。因此一般铣削多采用逆铣。
顺铣时,由于刀具跟工件的运动同向所以加工中会产生大的间隙,结果会造成大的误差;
逆铣时,则由于刀具与工件的逆向运动,损刀会比较严重.
B:毛坯材料
有表面硬化的用逆铣。精铣必须用顺铣。
C:刀具
刀具刚性
今天的技术交流分享就到这里结束了,你学会了吗?

 沪公网安备31011302005304号
沪公网安备31011302005304号
